Damastmesser zum Selberschmieden
Hier will ich nun erklären wie man mit etwas Geschick und fortgeschrittener Schmiedeerfahrung ein Damastmesser (wilder Damast) gehobener Art herstellt.
Man sollte sich zu den Feuerschweißungen unbedingt unser Falten & Hämmern angesehen haben, wo dieses ausführlich erklärt wird.
Damast besteht aus gefalteten Lagen harten und weichen Stahles und vereinigt beide Vorteile der Härte und zugleich Flexibilität.
Material: gewöhnliche Schmiedeausrüstung, Rundgesenk und Schraubstock sind zu empfehlen, aber nicht notwendig; Borax, Stangen aus Stahl 37 und eine Feile aus kohlenstoffreichem Stahl (niedrig legiert).
Zeit: maximal 8 Stunden (?)
Wir schmieden zuerst aus der Feile zwei längliche Platten 1, aus dem Baustahl eine längere Latte. Wir rechnen mindestens 50 % Materialverlust (Abbrand und Feilen) vom Ausgangstoff zum fertigen Messer, deshalb nicht am Material sparen.
Die erste Platte Feilenstahl wird in die zu einem "U" gebogene, glühende Tasche aus Baustahl getrieben und dichtgeschmiedet 2. Alle Schweißstellen wurden natürlich gebürstet und mit Borax bestreut.
Das Paket wird auf Schweißhitze gebracht und verschweißt, ausgereckt, so dass wieder eine Latte entsteht 3. Diese Latte wird zu einem "U" gebogen, so dass sich der Schritt wiederholt.
Bis hierhin können mehrere Feilenstücke eingearbeitet werden, es ist aber besser nach dem zweiten Feilenstück das ganze Paket in sich selbst zu Falten, so dass die Schichten einigermaßen gleichmäßig dick bleiben. Die Endstücke der Latten sollten immer abgekappt werden, da es hier schnell zu Fehlstellen kommen kann. Auch muss immer wieder die praktische Haltestange abgekappt, abgeflacht und neu mitverschweißt werden, da sie sonst irgendwann abfällt.
Wenn der Stahlblock etwa 4 bis 6 (oder auch 8 und mehr) mal gefaltet wurde, wird daraus eine Latte geformt 4, die dünner und breiter ist, als vorher. Die Enden werden abgekappt sowie alle unsauberen Schweißstellen weggefeilt, Fehler in der Klinge sind nicht zu gebrauchen !
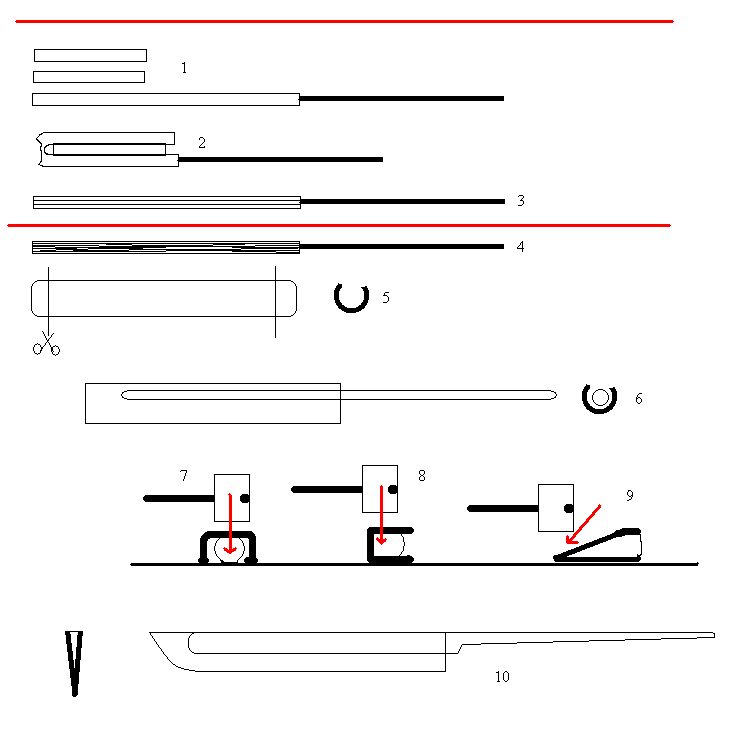
Diese Damast-Latte wird zu einem Röhrchen 5 geformt, in die eine rundliche Eisenstange
(St 37) eingepasst wird 6. Nun werden die Innenflächen des Röhrchens blank bebürstet und die blanke Eisenstange eingeschoben, aber nur bis etwa 3 cm vor die Spitze, da diese sonst später aus Baustahl und nicht Damast wäre 10. Rotglühend und mit reichlich Borax bestreut, werden die Seitenflächen des Röhrchens im Schraubstock oder durch den Hammer angepresst, wieder mit Borax bestreut und im Feuer alles auf Schweißhitze gebracht. Nun wird schnell vom Rücken zu den Enden des offenen Röhrchens hin geschmiedet 7-8-9 damit alle Schlacke herausgepresst wird. Dies wir je nach Klingengröße mehrmals wiederholt, um sicher den Kern mit dem Damast zu verbinden.
Die Klinge wird aus der geschlossenen Seite des Röhrchens geformt, der Rücken gebildet aus der offenen Seite 10.
Die Baustahlstange wird abgekappt und zur Angel ausgeformt.
Nun wird die Klinge vorne und an der Schneide geschliffen und Unregelmäßigkeiten entfernt.
Dann kommt der kritischste Punkt: das Härten; ist die Klinge fehlerhaft wird sie wahrscheinlich beim Härten zerspringen. Vertrauen wir, so lassen wir sie bei Orangeglut
15 bis 30 min Spannungsfreiglühen, kühlen auf Kirschrot ab und tauchen vorsichtig, aber gleichmäßig in Rapsöl von mindestens 25°C Wärme. Gibt es in der Zange einen Schlag und eine hörbares Klingen zu spüren, so wird wohl ein Härteriss entstanden sein, die Klinge ist Schrottreif...
Darauf geben wir die Klinge zum Ausruhen für 2-3 Std in einen 200°C heißen Backofen, zuletzt lassen wir die Klinge langsam auskühlen.
Entweder wird die Klinge nun gebürstet, poliert und im verdünnter Salzsäure geätzt, damit das Damastmuster sichtbar wird, oder wir belassen die Schmiedepatina.
Das sei jedem selbst überlassen.
Einige Bilder:






Links:
Geschichte der Eisenherstellung
Grundsätzliches zum Rennfeuerverfahren
Der die-roemer-online - Rennherd
Verschiedene Rennofentypen - Ein Vergleich
Damast & Stahlherstellung
Rennherdversuch 8.-10.09.2008
Rennfeuertreffen Luxemburg 15.-16.05.2008
2. Rheinisches Rennfeuertreffen 24.-26.08.2007
Bergbautag Imsbach 30.06-01.07.2007
1. Rheinisches Rennfeuertreffen 25.-27.08.2006
Erfolgreicher Rennherdversuch (17.09.2005)
2. Internationales Rennofensymposium 19.-21.08.2005
Rennherdversuch vom 25.06.2005
Projekt: Eisenherstellung
Herstellung eines röm. Messers
Anleitung: Beilklinge mit Schneidleiste
Zubehör: Tondüsen selbst brennen
Zubehör: 2-Kammerblasebalg
Zubehör: Großer Spitzblasebalg
Die Feldschmiede





