Beilklinge mit Schneidleiste
Der obere Teil des Beiles besteht aus einfachem Baustahl, auf die eine schnitthaltige Leiste aus edlerem Stahl z.B. Chrom-Vanadium oder sogar Damast aufgeschweißt wird. Hierbei ist besonders auf eine sorgsame Verbindung und Schweißung zu achten, wenn das Beil später nicht wieder auseinanderfallen soll...
Das Beil in der geschilderten Form ist nur zum Entasten oder Holzhacken geeignet, es sollte nicht zum Spalten mit dem Vorschlaghammer verwendet werden, da sonst das Schaftloch verbogen wird !
Material:
normale Schmiedeausrüstung, Borax, Block aus Baustahl
(500 Gramm sollten es denn schon sein)
Latte oder Stabstahl aus Chrom-Vanadium (z.B. Meißel), Feilenstahl oder Damast u.ä., nicht zu klein bemessen!
Dazu ein passender Dorn aus Eisen oder Rundstab, für das Schaftloch der Klinge.
Arbeitschritte:
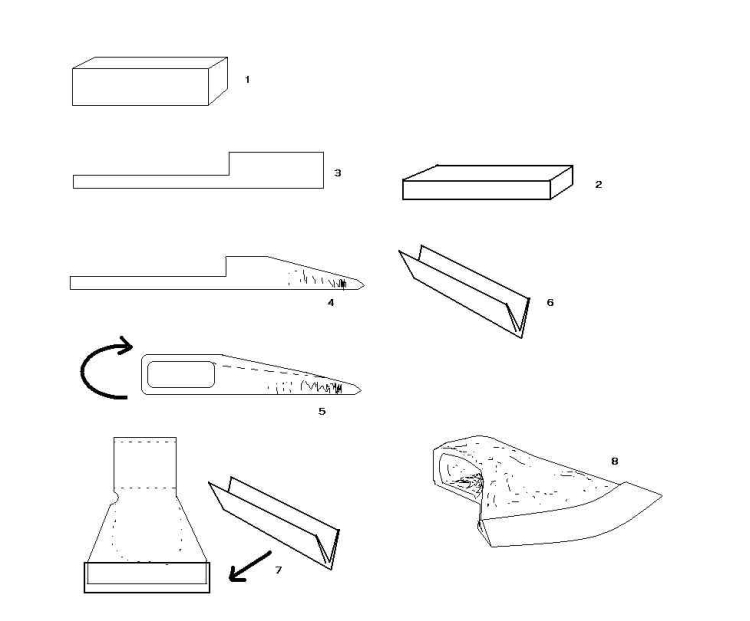
Der Block (1) wird einseitig ausgereckt, und ergibt Form (3), Stärke der Leiste ca. 4 bis 3mm
Die Schneidleiste wird aus dem Block (2) geschmiedet und V-förmig (6) durch aufspalten oder ausrecken und umschlagen hergestellt, was gewiss schneller geht.
Bei Nummer (4) sehen wir, dass nun auch der Vorderteil des Baustahlblockes zugespitzt wurde, dabei streckt sich das Material zur Seite zur typischen Beilform.
Entweder wird zuerst das Schaftloch gebogen oder die Schneidleiste aufgesetzt, zweckmäßiger wird aber zuerst das Schaftloch gebogen und geschweißt, da so die Gefahr des Verbrennens der Stahlleiste verringert wird (der Stahl darf ja nicht so hoch erhitzt werden, wie es der Baustahl verträgt)
Das Schaftloch wird um einen passenden Rundstahl gebogen und nahtlos (5) mit dem Klingenteil verschweißt.
Dann wird die Schneidleiste glühend gemacht, die Beilklinge darin eingekeilt (7) und dicht angeschmiedet. Es sollte darauf geachtet werden, dass kein Dreck in der Schneidleiste ist (Kohlestücke oder so), dann wird die Leiste aufgeschweißt und nach vorne hin zugespitzt.
Ebenfalls sollten man beachten, dass die Schneidleiste an der Spitze nicht mit dem Baustahl vermischt ist, bzw. beim Schleifen weggeschliffen wird, also keine zu dünne Leiste aufschweißen!
Nach dem Schleifen, bei dem alle scharfen Kanten und die Schweißränder plangeschliffen werden (können die Klinge sonst im Holz einklemmen), wird das Schaftloch passend gebogen/aufgedornt und die glühende Klinge mit der Schneidleiste in Öl gehärtet.
Zuletzt wird die Klinge scharf ausgeschliffen (8) und ein passender Stiel eingekeilt.
Links:
Geschichte der Eisenherstellung
Grundsätzliches zum Rennfeuerverfahren
Der die-roemer-online - Rennherd
Verschiedene Rennofentypen - Ein Vergleich
Damast & Stahlherstellung
Rennherdversuch 8.-10.09.2008
Rennfeuertreffen Luxemburg 15.-16.05.2008
2. Rheinisches Rennfeuertreffen 24.-26.08.2007
Bergbautag Imsbach 30.06-01.07.2007
1. Rheinisches Rennfeuertreffen 25.-27.08.2006
Erfolgreicher Rennherdversuch (17.09.2005)
2. Internationales Rennofensymposium 19.-21.08.2005
Rennherdversuch vom 25.06.2005
Projekt: Eisenherstellung
Herstellung eines röm. Messers
Damastmesser zum Selberschmieden
Zubehör: Tondüsen selbst brennen
Zubehör: 2-Kammerblasebalg
Zubehör: Großer Spitzblasebalg
Die Feldschmiede

